Hvernig á að búa til anilox rúllu fyrirflexographic prentvél
Flestir prenta bæði reit, línu og samfellda mynd. Til að mæta þörfum ýmissa prentvöru, mega notendur ekki taka flexo prentvél með nokkrum prenteiningum með nokkrum valsæfingum. Tökum flexo prentvélina með þröngu svið sem dæmi, eins og er, kynning á 6+1, það er 6 litahópar fyrir marglita prentun, síðustu eininguna er hægt að prenta og UV glerjun.
Við mælum með að til að prenta ekki meira en 150 línur ætti þessi 6+1 flexo prentvél að vera búin 9 stk af anilox rúllum. Fjórar stykki af 700 lína aniloxrúllum með þykkt 2,3BCM (1 milljarður rúmmetra míkron/tommu) og 60° eru notaðar til lagprentunar. 3 stk af 360 ~ 400 línum, BCM6.0, 60° vals fyrir sviði prentun; 2 stk af 200 línum, BCM15 eða svo, 60° rúlla til að prenta gull og glerjun. Ef þú notar ljósolíu sem byggir á vatni, ættir þú að velja 360 línuvalsann, þannig að olíulagið sé örlítið þynnra, mun ekki hafa áhrif á prenthraðann vegna þurru ljósolíunnar. Vatnsbundið gljáa hefur ekki sérstaka lykt af UV gljáa. Hægt er að ákvarða tækið af aniloxrúllu með prófun og samanburði við prentun. Þykkt bleklagsins sem rekstraraðilinn sá í prófunarferlinu fer aðallega eftir línunúmeri og BCM gildi anilox vals.
Anilox vals í notkun ferli ætti að borga eftirtekt til hvaða vandamál
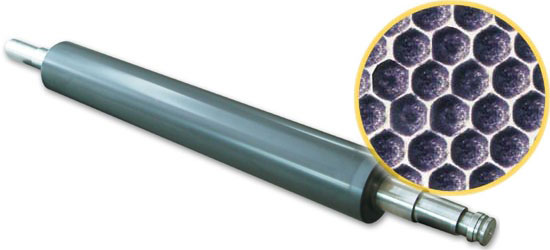
Hér segjum við að vals sé keramikrúlla fyrir leturgröftur, hann er notaður í flugi, geimferðum, háhitaþol, slitþolshúðunarefni, í samræmi við ákveðinn þéttleika, dýpt og ákveðna horn, lögun, með leysir leturgröftur. Þessi vals einkennist af miklum kostnaði, slitþol, ef það er notað á réttan hátt getur líf hennar verið allt að nokkur ár; Ef það er notað á óviðeigandi hátt styttist ekki aðeins endingartíminn, heldur einnig rúllubrotið.
Í notkunarferlinu fer staða vals á prentvélinni eftir tiltekinni prentun, mismunandi prentun, valsstaða er einnig öðruvísi, þannig að prentun þarf oft að skipta um vírvals. Sem stendur er þröng breidd vélin aðallega notuð fyrir solid stálvals, mjög þung, þegar vals er sett upp til að forðast yfirborðshlíf valsarinnar í aðra málmhluti. Vegna þess að keramikhúðin er mjög þunn er auðvelt að valda varanlegum skaða við högg. Í því ferli að prenta og þrífa vél, ætti að forðast blek á valsþurrku, til að nota sérstakt þvottaefni sem mælt er með af vatnsbundnum blekframleiðendum, með því að nota stálbursta til að þvo, til að tryggja hreint og ítarlega hreinsun. Og þróaðu þá vana að nota oft hátt stækkunargler til að fylgjast með valsmöskvaholinu, þegar kom í ljós að blekútfelling á botn möskvaholsins og smám saman aukning á þróuninni, ætti að hreinsa í tíma. Ef ofangreind aðferð virkar ekki er hægt að nota ultrasonic eða sandblástur til meðhöndlunar, en hún verður að fara fram undir handleiðslu valsframleiðenda.
Við venjulegar notkunar- og viðhaldsaðstæður er engin þörf á að hafa áhyggjur af sliti á rúllum, helstu slithlutar blekflutningskerfisins eru skafan, aftur á móti má segja að slit á keramikhúðun sé í lágmarki. Eftir lítilsháttar slit á rúllunni verður bleklagið þynnra.
Hvert er sambandið á milli fjölda prentnetslína og fjölda netlína valsins
Í mörgum greinum sem kynna sveigjanlega prentunartækni er hlutfallið á milli fjölda prentnetslína og fjölda valsnetslína stillt sem 1∶3,5 eða 1∶4. Byggt á hagnýtri reynslu og greiningu á vörum sem American Flexographic Technology Association (FTA) hefur veitt á undanförnum árum, telur höfundur að verðmæti ætti að vera hærra, um 1:4,5 eða 1:5, og fyrir sumar fínprentunarvörur, hlutfallið gæti verið enn hærra. Ástæðan er sú að erfiðasta vandamálið við að leysa þegar sveigjanlegt prentlag er notað er punktaþensla. Valsinn með meiri fjölda netlína er valinn og bleklagið er þynnra. Auðveldara er að stjórna aflögun punktaþenslunnar. Við prentun, ef blekið er ekki nógu þykkt, geturðu valið vatnsbundið blek með hærri litastyrk til að tryggja gæði prentvöru.
Birtingartími: 15-jún-2022